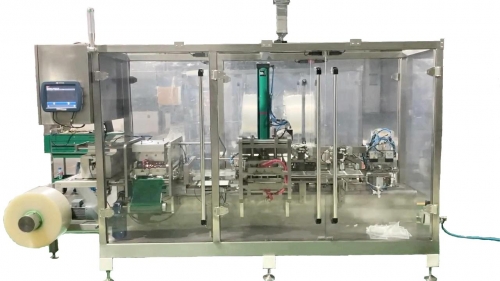



Машина для производства непвх-инфузионных мешков
Машина представляет собой однопутную линейную систему с механическ

Параметр машины
|
Спецификация оборудования |
3. Длина (Макс.) Мм. Мм. |
По ширине (Макс.) Мм. Мм. |
- хайгт. (Макс.) Мм. Мм. |
Замечание по теме |
||
| SSM2000 |
3700
(включая длину бегового барабана) |
2000 |
1800 |
2 мешка/группа |
||
|
Структура сайта |
В случае оборудования типа SSM2000 PLS см. рис. 1. |
|||||
|
Оборудование и возможности |
||||||
|
- тип |
SSM2000 |
Замечание по теме |
||||
| 100ml | 2500B/H |
Сжатый воздух 0,65мпа |
||||
| 250ml | 2500B/H | |||||
| 500ml | 2200B/H | |||||
| 750ml | 2200B/H | |||||
| 1000ml | 2000B/H | |||||
|
Процент успешно сдавших экзамены |
||||||
|
Процент успешно сдавших экзамены |
Мин. 99,97% (на основе квалифицированных материалов и без ошибок работы) |
|||||
|
Скорость удаления края отходов |
99,99% из них являются сборными контейнерами |
|||||
|
Спрос на энергию |
||||||
|
1. Мощность |
3Phases 380V 50Hz SSM2000 Max. 12kw |
|||||
|
Воздуха не хватает. |
0.5Mpa~0.75Mpa, SSM2000 1800L/min |
|||||
|
Воздуха не хватает. |
||||||
|
Темпретура в номере |
20 °C – 24 °C | |||||
|
Влажность воздуха |
45%-65% Max.85% |
|||||
|
3. Шум |
Max. 75dB | |||||
|
1. Оператор |
Стационарный оператор: 1 человек Вспомогательный оператор: 1~2 человека (для замены производственных материалов) |
|||||
|
Язык: английский |
Китайский и английский |
|||||
Схема расположения устройства SSM2000 м2

Автоматические функции машины
-
Краткое введение
Машина представляет собой однопутную линейную систему с механическим приводом управления пленкой. В машине пленка будет перенесена через захватчиков.
В зависимости от требуемой мощности машина либо оснащена одной рабочей станцией.
Конструкция машины состоит из нержавеющей стали AISI 304, особенно подходит для использования в фармацевтической промышленности.
Все компоненты, входящие в контакт с продуктом, изготовлены из нержавеющей стали AISI 316 L качества.
Безопасные двери и окна, установленные на каркасе, изготовлены из поликарбоната. Таким образом, они соответствуют требованиям техники безопасности и гигиены труда и одновременно обеспечивают оптический контроль.
Машина оснащена коммутатором и пультом управления. Блоки управления соединены между собой через автобусную систему.
Два оператора необходимы для работы машины (Один постоянный, второй оператор необходим только для смены пленки).
Машина состоит из следующих компонентов:
-01- размотка станции
-02- типография
-03- пленка трансфер станции
-04- контурная станция сварки и резки
-05- левая резка
-06- портовая предварительная тепловая станция
-07- портовая сварочная станция
-08- отходы эжектор станции
-09- сумка выходное питание с транспортным поясом
2, станция, что
2.1 размоточная станция
Пленка подается в машину через управляемое двигателем устройство размотки. Пленка пневматически сжата на реле. Для обеспечения постоянной скорости передачи пленки пленка временно хранится на камуфляжном колесе. Таким образом, изменение диаметра пленки компенсируется.
Безмембранная сигнализация, сигнализация может быть исчерпана в мембране.*
2.2 типография
Печать "Full-Face" печатается на пленке с использованием горячей пленки.
Переменные производственные данные, такие, как номер продукции, самая последняя дата, номер партии и т.д., корректируются путем обмена отдельными приемными козырьками, которые специально предназначены для этой цели.
Температура печати, время печати и давление регулируются.
Блок автоматического контроля за печатной пленкой (одометр для определения подачи пленки) обеспечивает остановку машины в случае, если печатная пленка закончилась или сорвалась, и, таким образом, обеспечивает постоянную печать мешков.
Ручные печатные пленки оборудованы пневматическим зажимом с ручным управлением. Таким образом, полиграфическая пленка может быть очень легко обменена и без какого-либо специального инструмента, время, необходимое для сервисных целей, сведено к минимуму.
Для обеспечения того, чтобы мешковая пленка не прилипла к печатной пленке после процесса печати, она удерживается пневматическими пленками.
Для изменения типографии необходимо выпустить только два зажима. Блок приема не должен быть удален, если вы должны изменить символы производства и дату, номер партии и т.д.
2.3 станция передачи пленки
Передача фильма с открывашкой.
Передача пленки осуществляется линейным передаточным устройством с приводом электромотора. Во время передачи пленка удерживается пневматическими пленками. При подаче пленки два слоя пленки открываются с помощью встроенного ключа открывания ленты в передней части, где будет осуществляться следующий шаг, т.е. вставка в порт.
2.4 контурная сварочная и режущая станция
Эта станция используется для сварки внешнего контура мешка, для присоединения портов к мешочной пленки и для резки внешнего контура мешков. Сварка осуществляется с помощью сменных сварочных инструментов, оснащенных нагревательными картриджерами для обеспечения требуемой температуры сварки.
Время сварки, давление и температура регулируются.
Температура сварки проверяется в течение определенного мин. / Макс. Диапазон с помощью блока управления ПЛК и температурного датчика, чтобы обеспечить постоянную корректность процесса сварки.
В случае, если температура сварки остается ниже или превышает-по любой причине-определенный мин. / Макс. Дальность, машина остановится. Одновременно в панели управления отображается сообщение об ошибке.
Благодаря уникальному дизайну нагревательной плиты и разделения плесени, замена плесени очень проста.
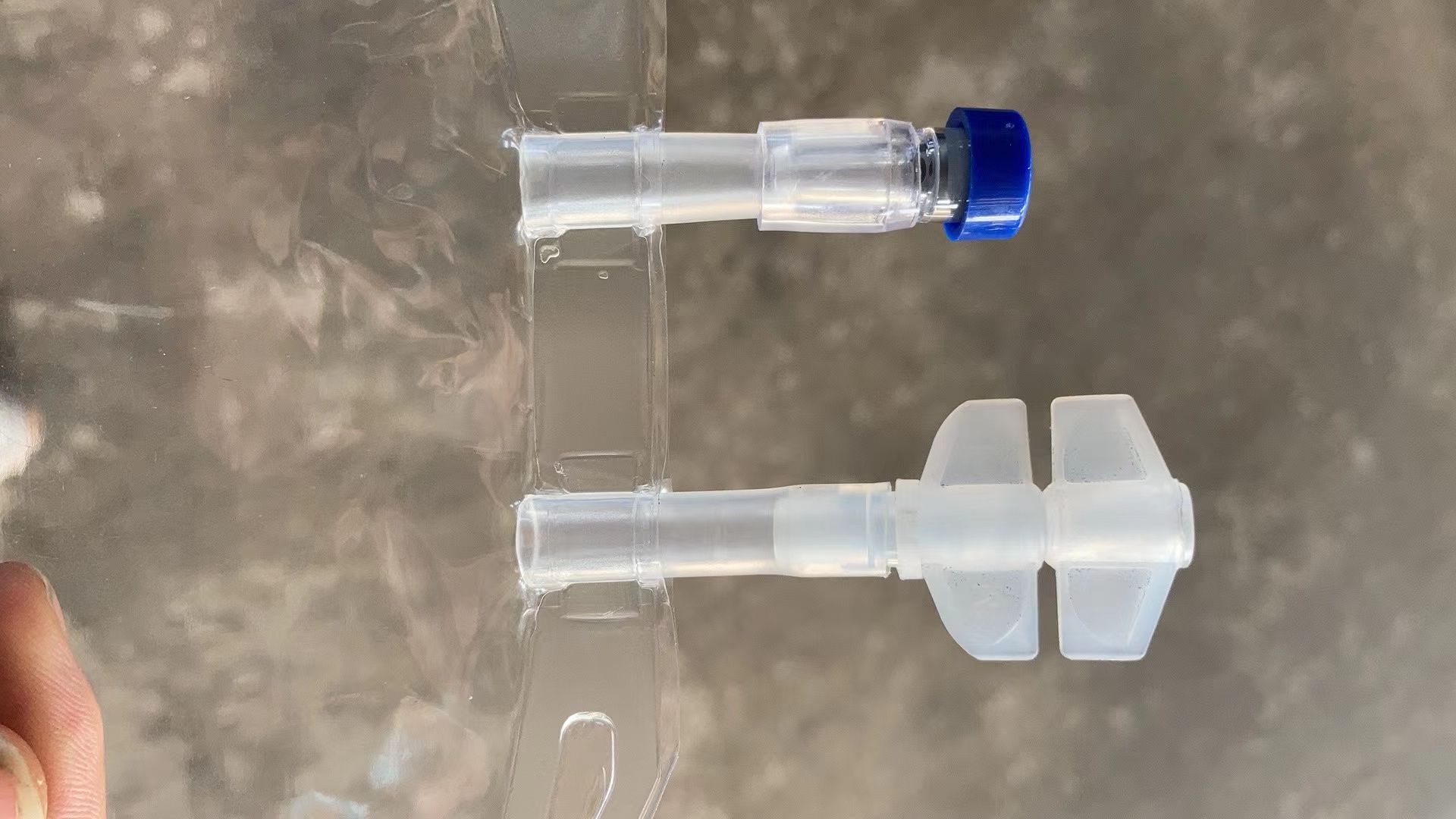
2.5 резка труб
2.6 станция предварительного подогрева трубки
Эта станция служит для предварительного нагрева портов до определенной температуры, прежде чем они прибывают между двумя слоями мешочной пленки контурной сварочной станции, и, таким образом, обеспечивает оптимальную сварку портовой и мешочной пленки. Для этого на порту соединяются два инструмента предварительного нагрева, которые предварительно нагреваются до определенной температуры и имеют тот же контур, что и порты. Температуру и время предварительного нагрева можно регулировать с помощью панели управления.
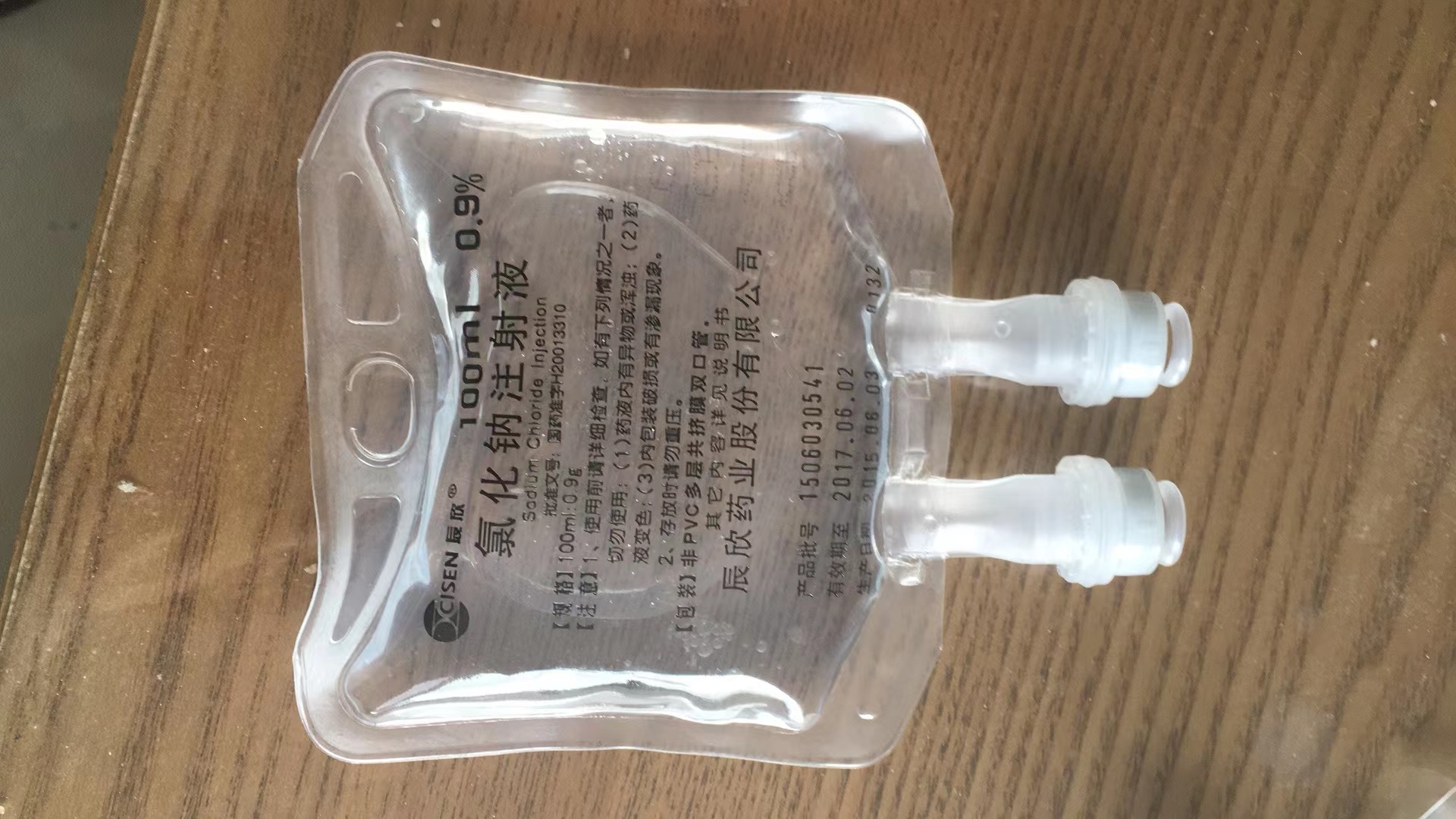
2.7 портовая сварочная станция
Эта станция используется для сварки портов и мешков пленки.
Для этого два сварочных инструмента, которые предварительно нагреваются до определенной температуры, соединяются на контуре головы мешка.
Время и температура сварки регулируются с помощью панели управления.
Благодаря уникальному дизайну нагревательной плиты и разделения плесени, замена плесени очень проста.
Высокоточная технология обработки, идеальная сварка.
2.9 подача мешка с транспортным ремнем
Готовые мешки вынимаются системой gripper и оставляют машину на конвейер.
Если вы заинтересованы в этом, пожалуйста, свяжитесь со мной: нана чжан
Мобильный телефон: 0086-15800947006
https://medigrade.en.made-in-china.com/ made-in-china.com